{kind=link}

А вы любили в детстве считать на переездах товарные вагоны? Я очень любил. Эти длинные вереницы, медленно проплывающие перед глазами с уютным грохотом, казались мне бесконечными. Однако разнообразие вагонов не давало соскучится. В одном составе обычно присутствовали самые разные типы вагонов: и крытые «теплушки» с раздвижными дверями, и цилиндрические вагоны-цистерны, и открытые вагоны, доверху наполненные углём или щебнем.
Особенно мне нравились открытые платформы, на которых транспортировались самые разнообразные грузы: от бетонных блоков до сельскохозяйственной техники.



Одним из самых распространённых грузов, которые перевозят на таких платформах, являются тяжёлые рулоны прокатной стали. Такие рулоны имеют как матовую, так и глянцевую поверхности; их габариты тоже сильно варьируются. Кроме того, имеются различные способы обвязки таких рулонов и их установки на платформе.

В нашей статье речь пойдёт о массивных стальных рулонах, созданных с помощью технологии горячего проката. Благодаря своей грубой фактуре и наличию сплошного слоя ржавчины, сквозь который проступает тёмная сталь, на макете они выглядят весьма эффектно и могут добавить колорита как товарному составу, так и железнодорожной станции.

Процесс изготовления модельных копий таких рулонов чрезвычайно прост (особенно в сравнении с прототипом) и потребует минимум материалов и инструментов. Всё что нам понадобится – это коричневая крафт-бумага для имитации стали, плотная цветная бумага для изготовления обмотки, клеевой карандаш, пара баллончиков краски, а также набор порошковой пастели.
Но, прежде чем приступить к непосредственному изготовлению, выясним, откуда берутся настоящие рулоны листовой стали и что такое горячий прокат.
Прототип
Горячий прокат – это первый этап в многоступенчатом процессе изготовления листовой стали. Любая металлическая пластина – будь то сырьё для изготовления труб или материал для кровельных работ – рождается из раскалённой докрасна стальной полосы толщиной от 150 до 200 миллиметров. Сначала эта толстая узкая полоса помещается в полосовой прокатный стан, где начинает равномерно расплющиваться под давлением массивных и чрезвычайно прочных валков, закалённых в результате термической и механической обработки.



По прокатному стану стальная полоса перемещается в возвратно-поступательном движении, причём каждый проход между кованными валками делает полосу тоньше и длиннее, постепенно превращая её в пластину. По мере увеличения площади пластины и уменьшения её толщины, скорость возвратно-поступательного движения постепенно снижается.
Когда достигается расчётная толщина пластины – обычно она составляет около 6 мм – раскалённая полоса переправляется в сектор охлаждения. После остывания лента скручивается в рулон с помощью мощного механизма намотки.



В таком формате стальные полосы занимают гораздо меньше места, к этому же в рулонах их гораздо удобней хранить и транспортировать. Для того, чтобы сохранить целостностью рулона при транспортировке, его обычно стягивают двумя-тремя поперечными полосами. Впрочем, рулоны толстой стали довольно инертны и не имеют тенденции разворачиваться.
Сразу после выпуска, каждый стальной рулон снабжается персональным порядковым номером. Кроме того, многие производители прокатной стали маркируют свою продукцию специальными ярлыками для удобства логистики.



Средний вес стального рулона составляет от 13,5 до 16 тонн, поэтому для их погрузки в товарный вагон требуются дополнительные приспособления. Обычно для этого используется подъёмный кран со специальным С-образным крюком, который продевается в отверстие рулона. Так как металл имеет грубую, необработанную поверхность, при транспортировке рулоны обычно ничем не закрываются.
Моделирование стальной полосы
Горячие прокатные станы имеют самые разные форматы и классифицируются в соответствии с максимальной шириной стальной полосы, которую способны произвести. Обычно этот показатель находится в диапазоне от 0,9 до 2,1 метра.
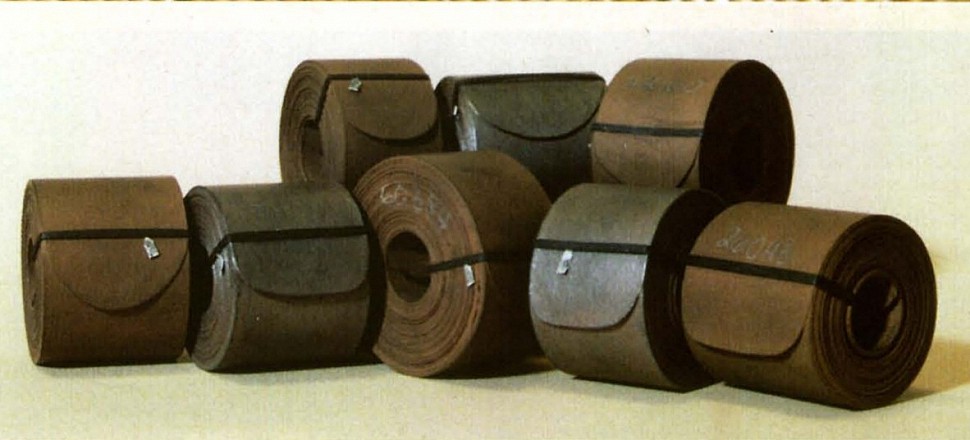
Чаще всего партия прокатной стали включает в себя рулоны только одного формата. Но мы решили немного пренебречь достоверностью ради зрелищного разнообразия и нацелились на моделирование листов наиболее популярных форматов: 0,9; 1; 1,2; 1,35 и 1,75 метра.
Сразу хотим заверить, что моделирование стальных рулонов – чрезвычайно лёгкая задача. Для этого нам понадобится несколько материалов, найти которые не составит ни малейшего труда. В качестве основного материала мы будем использовать полоски плотной коричневой крафт-бумаги. Её нетрудно найти в он-лайн магазинах, а в супермаркете IKEA она предоставляется покупателям совершенно бесплатно – в качестве упаковочного материала.


Мы будем моделировать в масштабе O, поэтому для каждого рулона нам понадобится несколько полноразмерных полосок из крафт-бумаги. Моделисты, работающие в масштабе HO, могут использовать всего две-три такие полоски.
Для ровной нарезки полосок мы используем острый макетный нож и металлическую линейку. В процессе нарезки очень важно следить, чтобы ширина полосок сохранялась по всех их длине.
Скручивание
Средний диаметр отверстия настоящего стального рулона составляет 700 мм. В масштабе O, в котором мы будем работать, это соответствует 15 мм. Именно таким должен быть диаметр деревянного валика, который мы будем использовать для скручивания бумаги в рулон. В качестве такого валика можно использовать любой деревянный стержень или ровную палку соответствующего диаметра. К слову, для формата HO диаметр валика составит 8 мм.

Прежде чем приступить к намотке, стоит выпилить в валике продольную прорезь для крепления бумажных лент. Для этого берём тонкий лобзик с широким полотном для дерева и делаем глубокий продольный надрез в середине торца валика. Глубина надреза должна немного превышать ширину самой широкой бумажной ленты.
Когда крепёжная щель готова, вставляем в неё кончик первой полоски крафт-бумаги и начинаем аккуратно наматывать полоску на валик, крепко прижимая стержень к плоской поверхности. При этом следим, чтобы намотка была максимально плотной. После первого витка наносим на внутреннюю поверхность бумаги немного клеящего карандаша и, прижав её пальцем, удерживаем пару минут, пока клей не схватится. Далее продолжаем наматывать полоску на стержень до тех пор, пока она не закончится. Затем снова обрабатываем кончик клеящим карандашом и прижимаем его к началу следующей полосы.
Наматывая следующий отрезок на деревянный стержень, следим, чтобы края укладывались ровно. Впрочем, небольшие неровности вполне допустимы: реальные стальные рулоны чаще всего выглядят отнюдь не идеально.
Прежде чем намотать на стержень последнюю полосу, закруглим её с одной стороны с помощью макетного ножа. Последняя точка, которую мы обработаем клеевым карандашом, находится примерно в 7 миллиметрах от конца полосы, чтобы закруглённый конец немного отставал от рулона.
Окраска рулонов
По мере остывания, полоса горячего проката обычно приобретает тусклый синевато-серый оттенок. Но этот цвет сохраняется очень недолго, так как необработанная сталь сразу начинает окисляться и быстро покрывается равномерным слоем ржавчины. Следовательно, чем дольше рулон лежит на складе или транспортируется, тем больше на нём образуется ржавчины. Впрочем, ничего плохого здесь нет, так как самые первые операции на отделочном прокатном стане – это очистка и промасливание тяжёлой листовой стали. Так происходит подготовка стали к холодному прокату с последующим превращением в тонкие глянцевые листы металла.
Чтобы имитировать это грубое, подёрнутое ржавчиной покрытие, обработаем рулон с помощью краски марки Polly Scale. Дабы добиться некоторого разнообразия, на разных рулонах у нас будут доминировать разные оттенки грунта. В качестве основных оттенков мы будем использовать «ржавчину» (Rust) и «сталь» (Steel).


Когда краска полностью высохнет, каждую катушку, вне зависимости от выбранного оттенка, следует обработать с помощью кисточки чёрной порошковой пастелью. Если материал раскрашен в «сталь», наносим слой сухой пастели цвета ржавчины, чтобы имитировать «свежий» рулон, пролежавшую на складе совсем недолго. Заметьте, что мы не используем фиксатива поверх слоёв пастели, так как он может нивелировать эффект грубой, необработанной стали, которого мы хотим добиться.
Обвязка рулонов
Обычно обвязка стальных рулонов производится одним из двух традиционных способов: вдоль металлической полосы или поперёк катушки – через отверстие. Тяжёлые рулоны могут быть обвязаны обоими способами – для большей надёжности. В нашем случае используется поперечная обвязка, так как она предотвращает самопроизвольное смещение колец, могущее произойти в результате сильного механического воздействия при транспортировке.
Обычно для обвязки прототипа используется стальная полоса, которая стягивается металлическим фиксатором (пломбой). Обычно это делают специальным натяжным устройством, которое крепко стягивает рулон обвязкой, надёжно фиксируя последнюю с помощью пломбы.
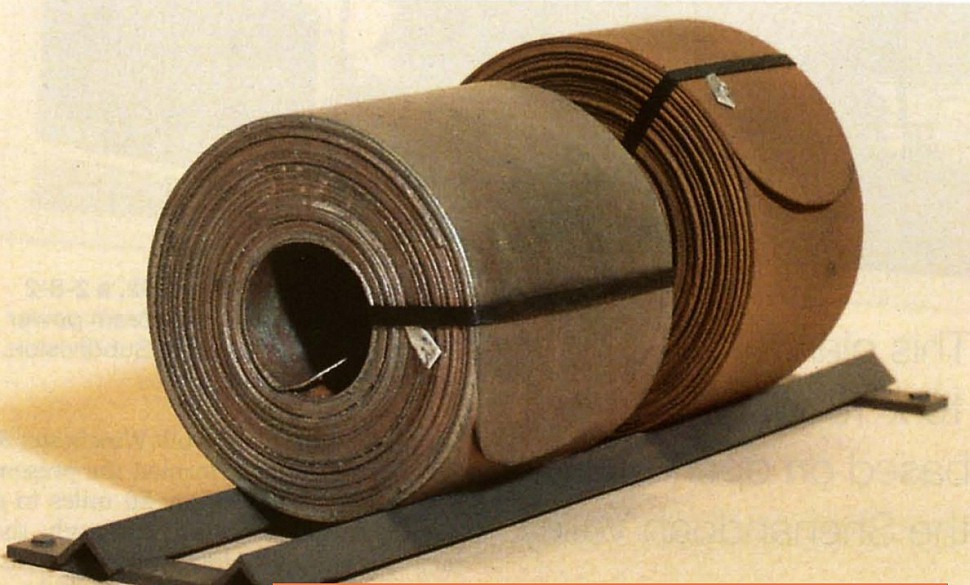
Для имитации обвязки мы используем тонкую полоску из плотной цветной бумаги чёрного цвета. Кончики этой полоски приклеиваем к внутренней стороне рулона, примерно посередине. Затем прикрепляем к обвязке идентификационный ярлык, сделанный из небольшого кусочка светлой цветной бумаги.
В качестве последнего штриха, имитируем рукописную надпись, обозначающую порядковый номер рулона в партии. Для этого мы используем карандаш кремового цвета, выводя им шестизначный номер ближе к концу ленты или на боковине катушки.
***
Вот, собственно и всё. Наши живописные стальные рулоны, покрытые ржавчиной, готовы. Теперь можно загружать их на платформы товарных вагонов. Такие рулоны обычно перевозятся попарно в открытых полувагонах. Причём они укладываются не на пол платформы, а на специальную металлическую раму.
Хотя на поезде стальные бабины смотрятся весьма эффектно, ещё интересней предусмотреть на макете специальный пункт погрузки, оборудованный подъёмным механизмом. Такой пункт можно совместить со складом, на котором будут хранится десятки рулонов самого разного формата и степени заржавленности.
Надеемся, что наша статья будет вам полезна и позволит украсить ваши макеты довольно редким и весьма фактурным элементом.
Удачной вам практики, и до новых встреч!